
منهول پلیاتیلن به عنوان یکی از مهمترین اجزای شبکههای فاضلاب و انتقال سیالات، طی سالهای اخیر جایگزین مناسبی برای منهولهای بتنی و آجری شده است. یکی از موضوعات مهمی که باید در مورد آن صحبت کرد فرآیند تولید منهول پلیاتیلن است. تولید این سازهها با استفاده از فناوریهای پیشرفته قالبگیری دورانی یا روتاری مولدینگ(Rotational Molding)انجام میشود. در این مقاله به صورت گامبهگام خط تولید، تجهیزات و مراحل ساخت منهول پلیاتیلن را بررسی میکنیم.
مواد اولیه در تولید منهول پلیاتیلن
مواد اصلی در تولید این محصولات، گرانول پلیاتیلن سنگین (HDPE) است. این ماده دارای ویژگیهایی همچون:
-
- مقاومت مکانیکی بالا
- انعطافپذیری
- مقاومت در برابر مواد شیمیایی و رطوبت
- طول عمر زیاد
برای استفاده در فرآیند روتاری مولدینگ، گرانول پلیاتیلن ابتدا توسط دستگاه آسیاب میکرونیزه (Pulverizer) به پودرهایی با اندازه ۳۰۰ تا ۱۲۰۰ میکرون تبدیل میشود. این دانهبندی مناسب کمک میکند تا پلیاتیلن بهصورت یکنواخت در قالب پخش شود و ضخامت محصول کنترل گردد.

تجهیزات و ماشینآلات خط تولید منهول پلیاتیلن
خط تولید منهول پلیاتیلن از تجهیزات مدرن و پیشرفته تشکیل شده که مهمترین آنها عبارتاند از:
- دستگاه روتاری مولدینگ: قلب خط تولید که عملیات قالبگیری چرخشی در آن انجام میشود
- کوره حرارتی: برای ذوب و یکنواختسازی پودر پلیاتیلن
- سیستم خنککاری: جهت سرد کردن قالب پس از حرارتدهی
- قالبهای مخصوص منهول: با طراحیهای متفاوت بسته به ابعاد و کاربری منهول
- ایستگاه بارگیری و تخلیه: برای اضافه کردن مواد اولیه به قالب و خارج کردن محصول نهایی
یک دستگاه روتاری مولدینگ معمولاً شامل ۳ یا ۴ بازوی چرخان، سیستم حرارتدهی و بخش خنکسازی است که فرآیند تولید را به صورت پیوسته انجام میدهد.
مراحل تولید منهول پلیاتیلن
فرآیند تولید منهول پلیاتیلن بهطور کلی شامل پنج مرحله اصلی است که در ادامه توضیح داده میشود:
۱. طراحی و ساخت قالب
اولین گام طراحی قالب مناسب برای منهول است. قالبها معمولاً از جنس فلز مقاوم ساخته میشوند و نقش مهمی در کیفیت نهایی محصول دارند. ضخامت دیوارهها، شکل اتصالات و حتی بخشهای ورودی و خروجی منهول همگی در این مرحله تعیین میشوند.
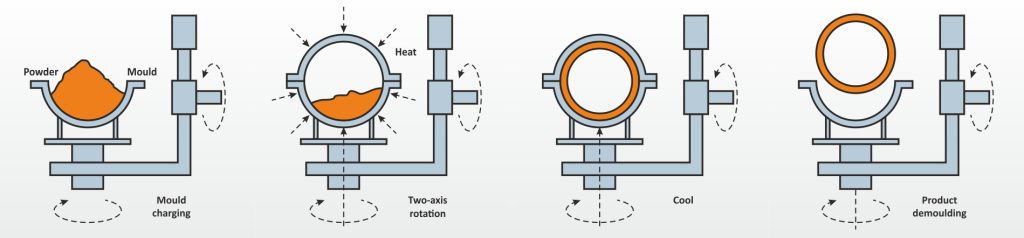
۲. بارگیری مواد در قالب
پس از آمادهسازی قالب، مقدار مشخصی از پودر پلیاتیلن داخل آن ریخته میشود. مقدار مواد با توجه به ضخامت مورد نیاز و وزن نهایی محصول محاسبه میگردد.
- اگر ضخامت بیشتر در بخشهایی مانند کف یا دیوارههای منهول نیاز باشد، میزان مواد در آن قسمت افزایش داده میشود.
- سپس قالب بسته شده و به بازوهای دستگاه روتاری مولدینگ متصل میشود.
بیشتر بخوانید : لوله پلی اتیلن سنگین HDPE چیست؟
۳. حرارتدهی و چرخش قالب (قالبگیری دورانی)
در این مرحله، قالب بستهشده وارد کوره دستگاه میشود و همزمان حول دو محور عمود بر هم شروع به چرخش میکند.
- گرما باعث ذوب شدن ذرات پودری پلیاتیلن میشود.
- چرخش مداوم قالب موجب پخش یکنواخت مواد بر روی دیواره داخلی قالب میگردد.
- کنترل سرعت چرخش و حرارت، ضخامت دیوارهها را در بخشهای مختلف منهول تنظیم میکند.
این مرحله به دلیل اهمیت بالا باید تحت نظارت دقیق اپراتورها انجام شود، زیرا دمای بیش از حد یا سرعت چرخش نامناسب میتواند باعث نازکی یا ناهمگونی در محصول شود.

۴. خنککاری قالب
پس از طی زمان مشخص حرارتدهی، قالب وارد ایستگاه خنککاری میشود. در این بخش با استفاده از جریان هوا یا اسپری آب، دمای قالب کاهش یافته و پلیاتیلن به حالت جامد تبدیل میشود.
این خنککاری باید به آرامی انجام گیرد تا از ایجاد ترک یا تغییر شکل در منهول جلوگیری شود.
۵. تخلیه محصول نهایی
در آخرین مرحله قالب از بازو جدا شده و باز میشود. منهول پلیاتیلن که بهطور کامل سرد و سخت شده است، از قالب خارج میگردد. سپس محصول مورد بررسی کیفی قرار میگیرد و در صورت نیاز اصلاحات جزئی (مانند برش یا تراشکاری قسمتهای اضافی) روی آن انجام میشود.
بیشتر بخوانید : شاخص جریان مذاب MFI
کنترل کیفیت در تولید منهول پلیاتیلن
یکی از عوامل اصلی موفقیت در تولید منهول پلیاتیلن، رعایت استانداردهای کیفی است. برخی از مراحل کنترل کیفیت شامل:
-
- بررسی یکنواختی ضخامت دیوارهها
- تست مقاومت مکانیکی و ضربهپذیری
- اطمینان از عدم وجود ترک یا حباب در محصول
- بررسی ابعاد و تناسب اتصالات با استانداردهای بینالمللی

مزایای تولید منهول پلیاتیلن با روش روتاری مولدینگ:
-
- یکپارچگی محصول: در این روش محصول نهایی بدون درز تولید میشود
- انعطاف در طراحی: امکان تولید منهول در ابعاد و اشکال مختلف وجود دارد
- صرفهجویی در هزینه: نسبت به روشهای سنتی، هزینه تولید و نصب منهول کمتر است
- دوام بالا: مقاومت عالی در برابر مواد شیمیایی و رطوبت
نتیجهگیری
فرآیند تولید منهول پلیاتیلن ترکیبی از فناوریهای مدرن، مواد اولیه مرغوب و طراحی دقیق است. استفاده از روش قالبگیری دورانی (Rotational Molding) باعث شده است تا این محصولات از کیفیتی بالا، عمر طولانی و کارایی بینظیر برخوردار شوند.
با توجه به این مزایا، منهول پلیاتیلن بهعنوان بهترین گزینه برای پروژههای فاضلاب شهری و صنعتی شناخته میشود و جایگزینی مطمئن برای منهولهای بتنی قدیمی به شمار میآید.
Beta feature



