شرکت به آب شکوه خضراء زیر مجموعه هلدینگ سعادت، تولید کننده لوله های کرتیوب از سایز ۸۰۰ تا ۲۵۰۰ میلی متر است. با توجه به افزایش سایز لوله اتصال و آببندی مهمترین مسئله موضوع برای پیمانکاران است. برای اتصال لوله های پلی اتیلنی کرتیوب دار و به یکدیگر لازم است با توجه به فشار داخلی و خارجی، حرکت طولی، محل نصب و… را بررسی و با توجه به مزایای هر روش بهترین را انتخاب کنید.
روش اتصال لوله های کرتیوب دار به یکدیگر
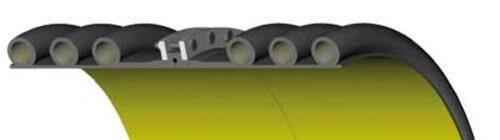
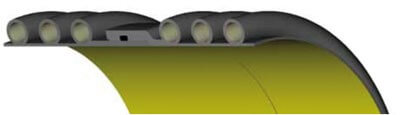
اتصال دو لوله کرتیوب دار به یکدیگر از مهمترین مراحل اجرای یک خط لوله میباشد. لولههای کرتیوب دار تولیدی توسط شرکت به آب شکوه خضرا به صورت کوپلر سرخود (یعنی به همراه یک نری و مادگی Socket and Spigot) تولید میشود و اتصال لوله ها به یکدیگر به راحتی انجام پذیر است.
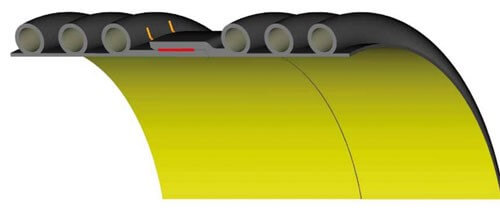
اتصال لوله های کرتیوب دار به روش الکتروفیوژن
یکی از بهترین و رایجترین روشهای اتصال لوله های کرتیوب روش اتصال الکتروفیوژن میباشد زیرا در این روش لوله ها به صورت یکپارچه به یک دیگر ابتدا متصل میشوند. در روش اتصال الکتروفیوژن، سیمهای جوشی که در طی فرآیند تولید لوله در داخل کوپلر قرار میگیرند، توسط دستگاه الکتروفیوژن گرم و در نتیجه دو قسمت نر و مادگی لوله ذوب شده و به یکدیگر متصل میکند.
در این نوع اتصال پس از انجام جوش دو لوله متصل شده به یکدیگر به طور کامل آب بند شده و غیر قابل جداسازی هستند. همچنین در طولانی مدت احتمال شکستن لوله از محل اتصال وجود ندارد.
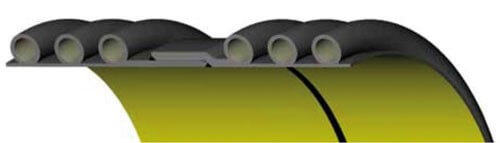
اتصال لوله های کرتیوب دار به روش اکستروژنی
در روش اتصال لوله های کرتیوب دار به یکدیگر به روش اکستروژن از دستگاه جوش اکستروژن برای اتصال انتهای لولهها به یکدیگر استفاده میشود. مهمترین مزیت روش اتصال الکتروژنی نسبت به سایر روش ها امکان اجرا در قسمت داخلی و خارجی لوله میباشد.
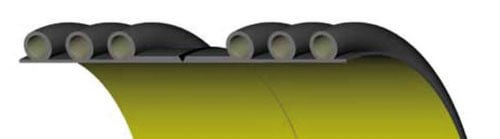
اتصال لوله های کرتیوب دار به روش اکستروژنی با درز V شکل
این روش مشابه اتصال قبلی است، با این تفاوت که یک سیستم عایق و قابل اطمینان با درز V شکل است. درز V شکل به وجود آمده در اثر برداشتن مورب اجزای انتهای اتصال به وجود میآید.
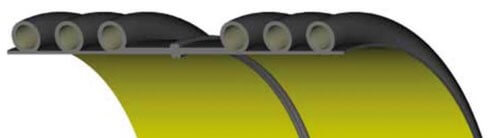
اتصال لوله های کرتیوب دار به روش لب به لب با استفاده از المان گرمایی
در این روش اتصال، لبه های دو لوله توسط المنت حرارتی ذوب شده و به یکدیگر متصل میشوند. یکی از محدودیت های این روش عدم کارایی برای لوله های با ضخامت و قطر بسیار زیاد است. بر اساس استاندارد DVS2207 از این روش برای جوش لوله و اتصالات با حداکثر ضخامت ۱۵ میلی متر و قطرهای ۳۰۰ تا ۲۵۰۰ میلی متر استفاده میشود. که امکان شکستن اتصال در طولانی مدت وجود دارد.
اتصال لوله های کرتیوب دار به روش اتصال فلنجی
لولهها توسط یک فلنج فولادی و یک واشر در انتها به هم متصل میشوند. یکی از مهمترین مزیت های این روش نسبت به روش های اتصال لوله ها به یکدیگر از طریق جوش، جداسازی آسان با بازکردن فلنج و استفاده مجدد از لولهها میباشد. اما هزینه خرید و اتصال فلنج را نیز باید به طور جداگانه محاسبه کنید.
اتصال لولههای کرتیوب دار به روش اتصال واشری
اتصال دو لوله به یکدیگر توسط واشر EPDM انجام میشود و نری و مادگی لوله را به یکدیگر متصل و آب بندی میکند. البته توجه داشته باشید که با افزایش سایز لوله اتصال از طریق واشر چندان مقاومت دائمی ندارد و به مرور زمان امکان نشتی وجود دارد.
تفاوت اتصال جوش الکتروفیوژن و جوش سر به سر
جوشکاری الکتروفیوژن روشی برای جوشکاری لوله ها و اتصالات پلی اتیلن است که در آن از اتصالات مخصوص با سیم مقاومت الکتریکی برای تولید گرمای ذوب سطوح جوش (لوله) استفاده میشود.
فرآیند الکتروفیوژن کمی با روش جوشکاری ذوب حرارتی متفاوت است. تفاوت اصلی در روش گرم کردن محل اتصال است. در روش جوشکاری ذوبی حرارتی از ابزارهای حرارتی برای گرم کردن سطوح لوله ها و اتصالات استفاده میشود اما در جوشکاری الکتروفیوژن گرما از طریق جریان الکتریکی در سیم های مسی ایجاد میشود.
این امر با استفاده از فلزات یا پلیمرهای رسانا در سطح مشترک ممکن میشود. در لوله های پلی اتیلن استحکام جوش ایجاد شده به روش الکتروفیوژن بیشتر از جوش لب به لب است. کوپلینگ الکتروفیوژن یکی از اتصالات رایج برای اتصال دو لوله پلی اتیلن به یکدیگر است.
جریان الکتریکی از طریق دستگاه جوش الکتروفیوژن و به کمک جعبه کنترل آن به دو سر اتصال متصل میشود. مانند روشهای جوشکاری ذوبی حرارتی، در روش الکتروفیوژن نیز از انواع اتصالات سوکت استفاده میشود.
خدمات جوش الکتروفیوژن هلدینگ سعادت

اصول فرآیند الکتروفیوژن برای اکثر اتصالات یکسان و قابل تعمیم است.
جوش الکتروفیوژن شامل موارد ذیل میباشد:
- آمادهسازی لوله، برطرف کردن زایدهها و پاکسازی آلودگیها
- علامت گذاری محل اتصال بر روی لوله، ساییدن سطح لوله
- تراز کردن، تنش مجدد لوله یا اتصال
- اعمال جریان الکتریکی
- خنک کردن، بازکردن گیرهها
- مستند سازی فرآیند
- پرداخت نهایی، تمیز کردن و رفع آلودگی



